
Los anillos en O encapsulados con FEP / PFA consisten en un núcleo elastomérico con una delgada capsula de PTFE.
La capsula es un material duro con una flexibilidad limitada en comparación con un o-ring totalmente elastomérico. El daño de la capsula puede ocurrir cuando se instala en una ranura interna o en una ranura externa, donde se requiere manipulación o estiramiento del anillo.
Por lo tanto, se debe tener extremo cuidado al momento de proceder a la instalación, evitando asi los daños en la capsula, lo que afectaría la capacidad de sellados y el rendimiento esperado de este anillo.
Torcedura/pellizco de la capsula, producto de la flexión, plegado o torsión. Esto generara una superficie de sellado no homogénea.
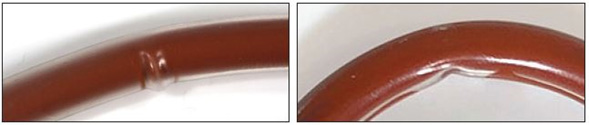
Daño físico producido por una herramienta, estiramiento desigual del o-ring e instalación sobre bordes afilados o rebabas.
Esto da como resultado afinamiento o desgarro de la capsula de Teflon, lo que reducirá la capacidad de sellado y la resistencia química.

Estos problemas se pueden reducir teniendo en cuenta las siguientes observaciones:
1. Utilizar un método de calentamiento para ablandar la capsula y así obtener la flexibilidad necesaria para la instalación.
2. Asegurar que las superficies donde pasara el anillo estén libres de filos (rebabas) y tengan un acabado acorde para evitar daños físicos
1. Caliente el agua a 100 ° C (asegúrese de que no haya fluctuaciones de temperatura excesivas)
2. Coloque los anillos en el agua calentada (sin límite de tiempo de inmersión)
3. Caliente los anillos por un mínimo de 3 minutos.
4. Retire el anillo cuando sea necesario para la instalación
5. Instale el anillo rápidamente antes de que el anillo / capsula se enfríe y endurezca nuevamente
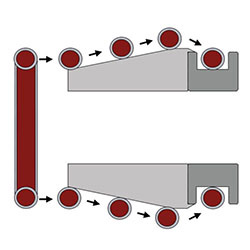
1. Coloque 2 o más estantes en el horno para permitir el ciclo de los productos
- Estante más bajo para usar con anillos listos para la instalación
- Estantes superiores para el calentamiento inicial de los anillos.
- Cuando el estante más bajo esté vacío, reemplácelo con el estante de arriba y muévalo al estante superior
2. Ajuste el horno a 100 ° C (asegúrese de que no haya fluctuación de temperatura excesiva)
- Use un termómetro interno adicional para verificar la lectura digital del horno
3. Coloque y extienda los anillos de manera uniforme en una bandeja para horno
4. Calentar los anillos por un mínimo de 15 minutos (sin límite de tiempo máximo)
5. Retire los anillos, manteniéndolos en la bandeja para hornear
6. Instale el anillo rápidamente antes de que el anillo / capsula se enfríe y endurezca nuevamente
No se recomienda el uso de métodos de calentamiento directo (por ejemplo, lámparas de calor y placas calientes) debido al calentamiento desigual e inconsistente aplicado.
El calor se aplica a un solo lado del anillo, pasando a través de la encapsulación y absorbido por el núcleo elastomérico interno, en lugar de calentar y ablandar la propia encapsulación.
Esto lleva a que el núcleo interno se caliente a una velocidad mucho más rápida que la encapsulación, lo que puede aumentar la propensión a fallas en la unión interna del núcleo durante la instalación.
Asegure un estiramiento uniforme de la "junta tórica" mediante el uso de una herramienta de ajuste cónico hasta que caiga en la ranura objetivo. Se recomienda calentar el anillo antes de la instalación para evitar daños.
Una vez instalado, y si es necesario, se puede aplicar presión externa de manera uniforme en toda la circunferencia del anillo para garantizar que regrese a su diámetro original.
Para evitar problemas y fallas en el rendimiento del sellado, la herramienta utilizada para aplicar esta presión debe ser suave y no causar daños a la encapsulación del anillo. Asegúrese de que la ranura de la junta tórica no tenga bordes afilados ni rebabas antes y después de la instalación.
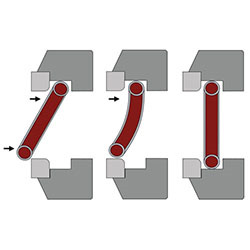
Un O-ring encapsulado debe conventirse temporalmente en un óvalo para que se instale en una ranura interna. Se recomienda calentar el anillo antes de la instalación para evitar que la capsula se dañe.
Una vez ovalado, empuje un lado del anillo hacia la abertura donde se encuentra la ranura interna. Empuje hasta que el borde delantero del anillo encaje en la ranura. Luego, idealmente usando una herramienta de empuje adecuada, empuje el borde posterior del anillo hacia la abertura hasta que todo el anillo quede encajado en la ranura.
Realizamos envíos todos los días al interior del país
La información comprendida en la presente página surge de diversas fuentes y debe ser usada como una guía a nivel general, siendo su utilización exclusiva responsabilidad del usuario.
INGESE Industrial Solutions © 2019
Ezpeleta, Prov. de Bs. As., Argentina